產品目錄
液體渦輪流量計
液體流量計
水流量計
油流量計
氣體渦輪流量計
橢圓齒輪流量計
電磁流量計
渦街流量計
蒸汽流量計
孔板流量計
旋進旋渦流量計
熱式氣體質量流量計
轉子流量計
浮子流量計
靶式流量計
氣體流量計
超聲波流量計
磁翻板液位計
浮子液位計
浮球液位計
玻璃管液位計
雷達液位計
超聲波液位計
投入式液位計
壓力變送器
差壓變送器
液位變送器
溫度變送器
熱電偶
熱電阻
雙金屬溫度計
推薦產品
聯系我們
- 金湖凱銘儀表有限公司
- 聯系電話:15195518515
- 在線客服:1464856260
- 電話:0517-86801009
- 傳真號碼:0517-86801007
- 郵箱:1464856260@qq.com
- 網址:http://www.35617.com.cn
- 地址:江蘇省金湖縣理士大道61號
產出剖面測井的防砂卡重油流量計量表
發布時間:2021-01-09 16:52:24??點擊次數:1730次
摘要:為了解決產出剖面測井用重油流量計量表的砂卡難題,采用等效面積法改變進液孔、出液孔形狀,對原有重油流量計量表機械結構進行優化設計。詳細介紹了防砂卡裝置的結構及工作原理,防砂卡重油流量計量表的技術指標及室內校準結果。現場試驗表明,較原有傳統重油流量計量表,防砂卡重油流量計量表可以顯著減少砂卡率,有效提高產出剖面測井成功率。
引言
目前,過環空阻抗找水儀主要實現含水和流量測試,含水采用電導法測量,流量測試主要采用重油流量計量表旦。重油流量計量表的原理和結構決定其有一致命缺點,即其葉輪屬于轉動部件,與重油流量計量表接觸流體中的雜質往往導致葉輪砂卡叔。通過統計分析,油井出砂、垢粒、垢片、渦輪支架與葉輪間隙小、鐵屑是造成砂卡的主要原因。中原測井公司在注入井中的重油流量計量表磁鋼安裝防磁罩,解決砂卡取得較好效果畢;**《防堵卡重油流量計量表》提出切向重油流量計量表的辦法解決產出井砂卡國,但未找到相應的應用文獻。大慶油田處于開發中后期,大量的井存在出砂、垢粒現象。通過統計,在采油五廠砂卡占到70%,其中儀器自身原因和井況造成的砂卡占到94%。重油流量計量表出現砂卡,則得到的產液量不準,無法為地質部門提供真實準確的環空測試資料,達不到指導油田開發生產的目的。為了降低砂卡率,通.過機械解:卡的辦法實現解卡。
1 防砂卡重油流量計量表結構及防砂卡工作原理
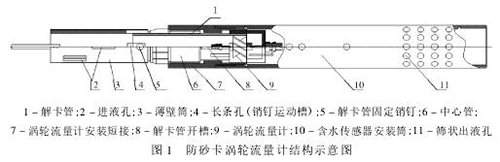
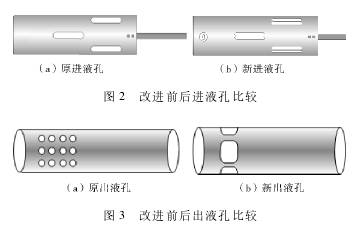
防砂卡重油流量計量表結構如圖1所示,主要由重油流量計量表、篩狀出液孔、重油流量計量表安裝短接、解卡管、解卡管開槽、中心管、長條孔(銷釘運動槽7)、薄壁筒、進液孔、解卡管固定銷釘、含水傳感器安裝筒組成。采用等效面法,將進液孔一分為二,改為寬2mm的矩形進液孔,解決從進液孔進入的長垢片或大垢片造成的砂卡,如圖2所示。將原先3個方型的出液孔改為直徑4mm的陣列狀的篩孔,解決儀器在下井過程中從出液孔進入儀器的長垢片、大垢片造成的砂卡,如圖3所示。
將渦輪支架內徑擴大,解卡管的內壁充當渦輪的內壁,解卡管通過固定銷釘固定在薄壁筒上,通過開收傘,薄壁筒帶動解卡管在長條孔上下運動,解卡管在解卡管開槽上下通過渦輪總成的支架,在收傘的過程中實現渦輪總成的支架內壁與葉輪之間的空間增大,從而實現井內出砂、垢粒、小垢片、渦輪支架與葉輪間隙小造成的砂卡的解卡。
在解卡管底端安裝磁鋼,如圖4所示,吸附流體中鐵屑、銹粉,解決渦輪葉片磁鋼吸附鐵屑造成的砂卡。

2 主要技術指標
20m3重油流量計量表流量*大允許誤差為3%,啟動排量1m3/d,支架內腔直徑由13.80mm擴大為17.76mm,解卡管長18.90mm,外徑Ф17.00mm,內徑Ф13.80mm。
40m3重油流量計量表流量*大允許誤差為3%,啟動排量2m3/d,支架內腔直徑由17.76mm擴大為20.00mm,解卡管長18.90mm,外徑Ф19.30mm,內徑Ф17.76mm。
解卡管頂端每120°均勻分布長16.1mm,寬2mm槽縫,線槽長24.6mm,寬2mm,解卡管底端的銷釘走固定槽寬4mm,長10mm
3 室內校準
為了驗證可行性,采用室內校準實現。機加組裝2支型號HK-ZS-40儀器,編號為P033、P032,2支HK-ZS-20儀器,編號為K001、K018,進行室內流量校準。校準介質:自來水。從2014年5月13日到2014年9月20日,先后校準阻抗儀40多次。
3.1 關于解卡管、進液孔、出液孔造成的摩擦和局部擴大(縮小)阻力損失用K值確定
K值為儀器常數,理想狀態下,渦輪轉動只受流體作用于渦輪的力,但實際測量時,除了流體作用于渦輪的力外,渦輪還受到流體的粘性摩擦力、渦輪自重及渦輪軸承轉動的摩擦力、流體在進入渦輪橫截面的局部阻力,儀器常數用于評價渦輪葉片的受力情況,其定義式為:
K=ξ/2π(1)
式(1)中,K為儀器常數,r/(m3?s);ξ為流量系數,°/m3。
儀器常數的物理意義是單位時間內單位體積的流體流過渦輪時,渦輪轉動圈數。從儀器常數的定義式可知,K值表征了流量范圍內渦輪的平均轉速,要求其大于等于1。K值越大,則渦輪轉速越快,所受阻力越小,因此解卡管、進液孔、出液孔造成的局部擴阻力損失可以由K值衡量。通過校準,按(2)式以*小二乘法就可求得儀器常數K值。
N=K(Q-q)(2)
式(2)中,N為渦輪轉動轉數,r/s;Q為流量,m3/d;q為啟動排量,m3/d.
表1為2014年8月24日P033*6次校準結果。本次校準平均K值1.301r/(m3?s),大于1.0r/(m3?s),同時*大引用誤差為1.08%,小于*大允許誤差3%,啟動排量2m2/d時的平均轉速1.850r/s,因此P033校準合格。同樣,P032、K001、K018先后校準合格。因此,在啟動排量、*大允許誤差合格的前提下,K值大于等于1,K值可以評價解卡管、進液孔、出液孔造成的局部阻力損失。
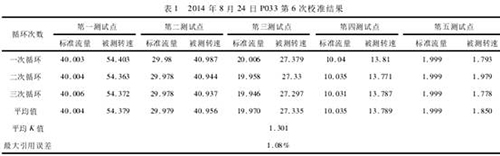
注:標準流量單位,m3/d;被測轉速單位,r/s;K值單位,r/(m2?s)。
3.2 確定渦輪葉片轉動的持續時間
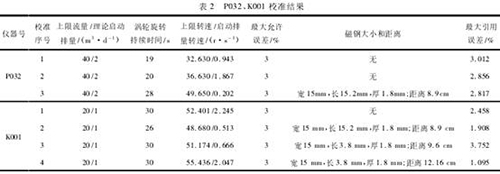
渦輪葉片能轉動的持續時間是指渦輪調試好后,在一定作用力下,渦輪葉片從轉動開始到停止的時間。由表2可知,P032*1次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間19s,*大引用誤差3.012%不合格,啟動排量2m3/d時,平均轉速為0.943r/s,渦輪雖然沒有轉動,但已接近轉動。P032*2次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間20s,*大引用誤差2.856%合格,啟動排量2m3/d時,渦輪轉動,平均轉速為1.867r/s。K001*1次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間30s,*大引用誤差2.458%合格,啟動排量1m3/d時,渦輪轉動,平均轉.速為2.245r/s。P032和K001的校準結果表明,在啟動排量時,渦輪葉片轉動的持續時間超過20s,就可以保證啟動排量、*大引用誤差合格。為了提高重油流量計量表校準精度,硬性規定為了保證啟動排量,渦輪葉片轉動的持續時間為30s。
3.3 磁鋼位置和大小的確定
由表2可知,解卡裝置末端粘貼寬15mm、長15.2mm、厚1.8mm的弧形磁鋼,安裝距離重油流量計量表磁鋼8.9cm時,P032*3次渦輪葉片轉動持續時間28s,40m3/d平均轉速49.650r/s;同樣的磁鋼大小和安裝距離,K001*2次調試渦輪,葉輪轉動持續時間26s,*大引用誤差1.908%合格,啟動排量1m3/d時,平均轉速0.513r/s,不合格。K001*3次,解卡裝置末端粘貼寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,安裝距離重油流量計量表磁鋼9.6cm,渦輪沒有調試持續時間30s,但校準結果*大引用誤差3.752%不合格,啟動排量1m3/d沒有啟動,平均轉速0.666r/s不合格。K001*4次,重新調試渦輪,持續時間30s,同時將寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,距離重油流量計量表磁鋼的距離調整為12.16cm,*大引用誤差1.095%,啟動排量1m3/d啟動,平均轉速2.587。故*終確定弧形磁鋼寬15mm、長3.8mm、厚1.8mm,距離重油流量計量表磁鋼的距離為12.16cm。此時在流量計啟動排量時,渦輪葉片轉動。
3.4 中心管、解卡裝置材質確定
將解卡裝置下端弧形磁鋼去掉,并重新調試渦輪,結果見表3。渦輪調試結果持續時間35s,雖然誤差-2.12%合格,但啟動排量2m3/d仍沒有啟動。磁鋼去掉后,還有什么原因呢?2014年8月24日檢修發現,中心管、解卡裝置被磁化,變相有磁場影響重油流量計量表啟動排量。更換中心管薄壁筒重新校準,重復校準13次,誤差為分別為1.38%、1.474%、1.143%、1.166%、1.247%、1.082%、1.640%、1.709%、1.313%、1.26%、1.227%、1.114%,K值為1.29左右。從結果可知,儀器P033線性、穩定性、重復性良好。所以中心管、解卡裝置必須為不導磁材料。

4 現場應用
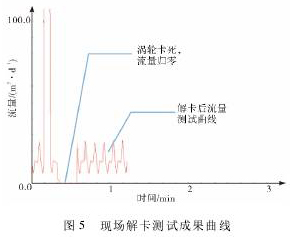
防砂卡重油流量計量表在五大隊成功解卡370井次,現場解卡測試曲線見圖5。剛測試時,渦輪葉片轉動正常,大約在20s左右,由于流體帶進的雜質導致流量曲線歸零。通過儀器二芯供電收傘,大約15s后再開傘,一芯流量供電測試,渦輪葉片通過瞬間開收傘,擴大了葉輪與渦輪殼體之間的空間,雜質通過渦輪葉片旋轉正常。從曲線可以看出,在解卡前和解卡后,渦輪旋轉--致,都為15m3/d左右,而且解卡前后沖次一致,重油流量計量表解卡裝置有效解決了因油井出砂、垢片、間隙小造成的砂卡,砂卡率由原先的70%降低到30%,實現了產液剖面流量準確測試。
在現場應用中發現,磁鋼固定采用AB膠效果不理想,下一步研究怎么固定磁鋼,磁場的大小怎么確定,解決渦輪磁鋼吸附鐵屑造成的砂卡。
5 結論
1)K值可以衡量解卡裝置、進液孔、出液孔、弧形磁鋼造成的摩擦和局部阻力損失;
2)在解卡裝置末端粘貼寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,距離重油流量計量表磁鋼的距離為12.16cm時,在重油流量計量表啟動排量不會造成不啟動;
3)中心管、解卡裝置必須是不導磁材料,否則啟動排量不能啟動;
4)磁鋼固定采用AB膠效果不理想,下一步研究磁場的大小和磁鋼固定方式。
引言
目前,過環空阻抗找水儀主要實現含水和流量測試,含水采用電導法測量,流量測試主要采用重油流量計量表旦。重油流量計量表的原理和結構決定其有一致命缺點,即其葉輪屬于轉動部件,與重油流量計量表接觸流體中的雜質往往導致葉輪砂卡叔。通過統計分析,油井出砂、垢粒、垢片、渦輪支架與葉輪間隙小、鐵屑是造成砂卡的主要原因。中原測井公司在注入井中的重油流量計量表磁鋼安裝防磁罩,解決砂卡取得較好效果畢;**《防堵卡重油流量計量表》提出切向重油流量計量表的辦法解決產出井砂卡國,但未找到相應的應用文獻。大慶油田處于開發中后期,大量的井存在出砂、垢粒現象。通過統計,在采油五廠砂卡占到70%,其中儀器自身原因和井況造成的砂卡占到94%。重油流量計量表出現砂卡,則得到的產液量不準,無法為地質部門提供真實準確的環空測試資料,達不到指導油田開發生產的目的。為了降低砂卡率,通.過機械解:卡的辦法實現解卡。
1 防砂卡重油流量計量表結構及防砂卡工作原理
防砂卡重油流量計量表結構如圖1所示,主要由重油流量計量表、篩狀出液孔、重油流量計量表安裝短接、解卡管、解卡管開槽、中心管、長條孔(銷釘運動槽7)、薄壁筒、進液孔、解卡管固定銷釘、含水傳感器安裝筒組成。采用等效面法,將進液孔一分為二,改為寬2mm的矩形進液孔,解決從進液孔進入的長垢片或大垢片造成的砂卡,如圖2所示。將原先3個方型的出液孔改為直徑4mm的陣列狀的篩孔,解決儀器在下井過程中從出液孔進入儀器的長垢片、大垢片造成的砂卡,如圖3所示。
將渦輪支架內徑擴大,解卡管的內壁充當渦輪的內壁,解卡管通過固定銷釘固定在薄壁筒上,通過開收傘,薄壁筒帶動解卡管在長條孔上下運動,解卡管在解卡管開槽上下通過渦輪總成的支架,在收傘的過程中實現渦輪總成的支架內壁與葉輪之間的空間增大,從而實現井內出砂、垢粒、小垢片、渦輪支架與葉輪間隙小造成的砂卡的解卡。
在解卡管底端安裝磁鋼,如圖4所示,吸附流體中鐵屑、銹粉,解決渦輪葉片磁鋼吸附鐵屑造成的砂卡。
2 主要技術指標
20m3重油流量計量表流量*大允許誤差為3%,啟動排量1m3/d,支架內腔直徑由13.80mm擴大為17.76mm,解卡管長18.90mm,外徑Ф17.00mm,內徑Ф13.80mm。
40m3重油流量計量表流量*大允許誤差為3%,啟動排量2m3/d,支架內腔直徑由17.76mm擴大為20.00mm,解卡管長18.90mm,外徑Ф19.30mm,內徑Ф17.76mm。
解卡管頂端每120°均勻分布長16.1mm,寬2mm槽縫,線槽長24.6mm,寬2mm,解卡管底端的銷釘走固定槽寬4mm,長10mm
3 室內校準
為了驗證可行性,采用室內校準實現。機加組裝2支型號HK-ZS-40儀器,編號為P033、P032,2支HK-ZS-20儀器,編號為K001、K018,進行室內流量校準。校準介質:自來水。從2014年5月13日到2014年9月20日,先后校準阻抗儀40多次。
3.1 關于解卡管、進液孔、出液孔造成的摩擦和局部擴大(縮小)阻力損失用K值確定
K值為儀器常數,理想狀態下,渦輪轉動只受流體作用于渦輪的力,但實際測量時,除了流體作用于渦輪的力外,渦輪還受到流體的粘性摩擦力、渦輪自重及渦輪軸承轉動的摩擦力、流體在進入渦輪橫截面的局部阻力,儀器常數用于評價渦輪葉片的受力情況,其定義式為:
K=ξ/2π(1)
式(1)中,K為儀器常數,r/(m3?s);ξ為流量系數,°/m3。
儀器常數的物理意義是單位時間內單位體積的流體流過渦輪時,渦輪轉動圈數。從儀器常數的定義式可知,K值表征了流量范圍內渦輪的平均轉速,要求其大于等于1。K值越大,則渦輪轉速越快,所受阻力越小,因此解卡管、進液孔、出液孔造成的局部擴阻力損失可以由K值衡量。通過校準,按(2)式以*小二乘法就可求得儀器常數K值。
N=K(Q-q)(2)
式(2)中,N為渦輪轉動轉數,r/s;Q為流量,m3/d;q為啟動排量,m3/d.
表1為2014年8月24日P033*6次校準結果。本次校準平均K值1.301r/(m3?s),大于1.0r/(m3?s),同時*大引用誤差為1.08%,小于*大允許誤差3%,啟動排量2m2/d時的平均轉速1.850r/s,因此P033校準合格。同樣,P032、K001、K018先后校準合格。因此,在啟動排量、*大允許誤差合格的前提下,K值大于等于1,K值可以評價解卡管、進液孔、出液孔造成的局部阻力損失。
注:標準流量單位,m3/d;被測轉速單位,r/s;K值單位,r/(m2?s)。
3.2 確定渦輪葉片轉動的持續時間
渦輪葉片能轉動的持續時間是指渦輪調試好后,在一定作用力下,渦輪葉片從轉動開始到停止的時間。由表2可知,P032*1次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間19s,*大引用誤差3.012%不合格,啟動排量2m3/d時,平均轉速為0.943r/s,渦輪雖然沒有轉動,但已接近轉動。P032*2次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間20s,*大引用誤差2.856%合格,啟動排量2m3/d時,渦輪轉動,平均轉速為1.867r/s。K001*1次校準時,解卡裝置末端沒有安裝磁鋼,渦輪調試結果持續時間30s,*大引用誤差2.458%合格,啟動排量1m3/d時,渦輪轉動,平均轉.速為2.245r/s。P032和K001的校準結果表明,在啟動排量時,渦輪葉片轉動的持續時間超過20s,就可以保證啟動排量、*大引用誤差合格。為了提高重油流量計量表校準精度,硬性規定為了保證啟動排量,渦輪葉片轉動的持續時間為30s。
3.3 磁鋼位置和大小的確定
由表2可知,解卡裝置末端粘貼寬15mm、長15.2mm、厚1.8mm的弧形磁鋼,安裝距離重油流量計量表磁鋼8.9cm時,P032*3次渦輪葉片轉動持續時間28s,40m3/d平均轉速49.650r/s;同樣的磁鋼大小和安裝距離,K001*2次調試渦輪,葉輪轉動持續時間26s,*大引用誤差1.908%合格,啟動排量1m3/d時,平均轉速0.513r/s,不合格。K001*3次,解卡裝置末端粘貼寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,安裝距離重油流量計量表磁鋼9.6cm,渦輪沒有調試持續時間30s,但校準結果*大引用誤差3.752%不合格,啟動排量1m3/d沒有啟動,平均轉速0.666r/s不合格。K001*4次,重新調試渦輪,持續時間30s,同時將寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,距離重油流量計量表磁鋼的距離調整為12.16cm,*大引用誤差1.095%,啟動排量1m3/d啟動,平均轉速2.587。故*終確定弧形磁鋼寬15mm、長3.8mm、厚1.8mm,距離重油流量計量表磁鋼的距離為12.16cm。此時在流量計啟動排量時,渦輪葉片轉動。
3.4 中心管、解卡裝置材質確定
將解卡裝置下端弧形磁鋼去掉,并重新調試渦輪,結果見表3。渦輪調試結果持續時間35s,雖然誤差-2.12%合格,但啟動排量2m3/d仍沒有啟動。磁鋼去掉后,還有什么原因呢?2014年8月24日檢修發現,中心管、解卡裝置被磁化,變相有磁場影響重油流量計量表啟動排量。更換中心管薄壁筒重新校準,重復校準13次,誤差為分別為1.38%、1.474%、1.143%、1.166%、1.247%、1.082%、1.640%、1.709%、1.313%、1.26%、1.227%、1.114%,K值為1.29左右。從結果可知,儀器P033線性、穩定性、重復性良好。所以中心管、解卡裝置必須為不導磁材料。
4 現場應用
防砂卡重油流量計量表在五大隊成功解卡370井次,現場解卡測試曲線見圖5。剛測試時,渦輪葉片轉動正常,大約在20s左右,由于流體帶進的雜質導致流量曲線歸零。通過儀器二芯供電收傘,大約15s后再開傘,一芯流量供電測試,渦輪葉片通過瞬間開收傘,擴大了葉輪與渦輪殼體之間的空間,雜質通過渦輪葉片旋轉正常。從曲線可以看出,在解卡前和解卡后,渦輪旋轉--致,都為15m3/d左右,而且解卡前后沖次一致,重油流量計量表解卡裝置有效解決了因油井出砂、垢片、間隙小造成的砂卡,砂卡率由原先的70%降低到30%,實現了產液剖面流量準確測試。
在現場應用中發現,磁鋼固定采用AB膠效果不理想,下一步研究怎么固定磁鋼,磁場的大小怎么確定,解決渦輪磁鋼吸附鐵屑造成的砂卡。
5 結論
1)K值可以衡量解卡裝置、進液孔、出液孔、弧形磁鋼造成的摩擦和局部阻力損失;
2)在解卡裝置末端粘貼寬15mm、長3.8mm、厚1.8mm的弧形磁鋼,距離重油流量計量表磁鋼的距離為12.16cm時,在重油流量計量表啟動排量不會造成不啟動;
3)中心管、解卡裝置必須是不導磁材料,否則啟動排量不能啟動;
4)磁鋼固定采用AB膠效果不理想,下一步研究磁場的大小和磁鋼固定方式。
上一篇:成品油計量表變粘度流量計算與校準下一篇:重油流量表輸出信號的研究與應用
